|
|
|
|
|
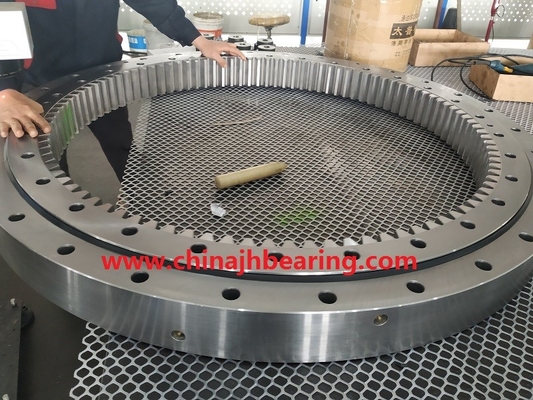
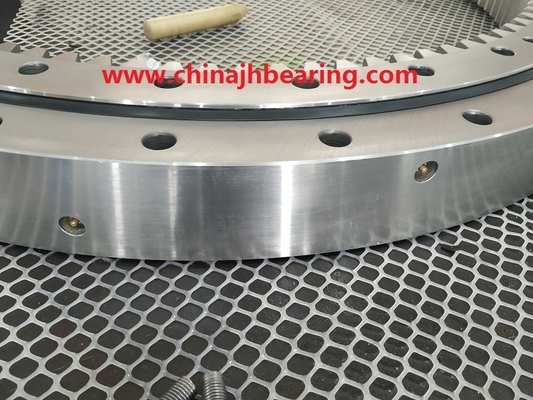
VSI200844N slewing bearing used for handling systems and machine tools 916x736x56mm
Product Details:
Payment & Shipping Terms:
|



Detailed Product Description
| BearingMaterial: | 42CrMo | Bearing Teeth: | With Teeth |
|---|---|---|---|
| Bearing Oil: | Yes | Bearing Lubrication: | Grease |
| Quality Period: | 5 Year | Package: | Strong Wooden Case |
VSI200844N slewing bearing used for handling systems and machine tools 916x736x56mm
VSI200844N four point contact bearings details:
– these slewing rings without preload are robust and proven under very demanding operation; they place only slight demands on the flatness and perpendicularity of the adjacent construction
– they are suitable for applications with low requirements for accuracy and rigidity of the bearing arrangement, for example in simple metalworking machines, wind power equipment and construction machinery
VSI200844N Bearing data:
| Slewing bearing type | VSI200844N |
| Boundary dimension: | 916X736XD56 mm |
| Outer dia: | 916 mm |
| Inner dia: | 736 mm |
| Height | 56mm |
| Gear teeth parameter: | |
| Gear teeth | Internal gear teeth |
| Press angle | 20 |
| m | 8 |
| z | 94 |
| Material: | |
| Outer ring material | 42CrMo,50Mn |
| Inner ring material | 42CrMo,50Mn |
| Ball material | GCr15 |
| Package:strong wooden case | |
| Quality period | 1 year |
![]()
Bearing Parts
Steel ball/Roller:carbon-chromium bearing steel GCr15SiMn or GCr15 for rolling Material
Cage: include integral cage, segment cage and spacer-type cage. We use 20# steel or copper for integral and segment cages, PA 1010 resin or QA110-3-105 albronze for spacer-type cages.
Seals:uses NBR or VITON, few felted wool.
Forging process:
The blanks of bearing rings are mainly made of rods and tubes, while the forging process is only applicable to rods. However, forgings are the most used blank materials in bearing manufacturing, and are suitable for large and medium-sized bearings. Forging can be divided into hot forging, cold forging and warm forging. Hot forging refers to processing above the re-crystallization temperature of the billet metal, warm forging is forging at a temperature not exceeding the re-crystallization temperature, and cold forging refers to forging at normal temperature.
The purpose of ferrule forging: 1. Through forging, obtain a blank with a size similar to the product, improve the utilization of metal materials, reduce the amount of machining, and reduce costs. 2. Forging can eliminate the internal defects of the metal, improve the structure, and thus increase the service life of the bearing.
General process of forging:
Bar material ,inspection, heating, blanking, secondary heating, forging, rolling,cooling, annealing, cleaning
Rough turning: Rough turning is performed according to the drawing of the turning process, and the cutting speed and cutting amount are strictly implemented according to the technical regulations (the general cutting speed is 5 rpm. The cutting amount is 10mm ~ 12mm).
2.2 Rough turning aging: After the rough turning of bearing parts is completed, three-point support and flat laying is not allowed (stacking is not allowed), and the precision turning processing can be performed after the aging time is not less than 48 hours.
2.3 Fine turning bearing parts When finishing turning, the cutting speed is 6 to 8 revolutions per minute, and the cutting amount is 0.3 to 0.5 mm.
2.4 Precision turning: In order to prevent the parts from deforming when the bearing parts are finally finished, the parts must be loosened to make the parts in a non-stressed state. The turning speed is 8 revolutions per minute and the cutting amount is 0.2 mm.
2.5 Cross and three-row roller slewing bearing inner ring special process: To prevent cross and three-row roller slewing bearing inner ring from deforming after heat treatment. The turning process must be performed in pairs, that is, the raceway is back-to-back processing. No cutting is performed before heat treatment, and cutting is performed after heating.
2.6 Finished car after heating: After the inner and outer rings of the bearing are heat-treated, the finished car turning process is carried out, and the technical procedures are the same as 2.3 and 2.43)
Contact Details
Other Products
-
High performance stainless steel turntable bearing for food swivel table equipment
-
Light structure slewing ball bearing RK6-29P1Z 33.39*24.97*2.2 in stock
-
Slewing ball bearing ring RK6-25P1Z 33.39*24.97*2.205 inch size
-
Slewing Ring Bearings RK6-22P1Z 25.51X17.09X2.2 Inch Size
-
Slewing bearing RK6-16P1Z with flange 20.39x11.97x2.2 inch
-
496DBS103T Slewing Ball Bearing Gear Teeth Data